Was ist Tampongalvanisieren ?
Beim Tampongalvanisieren handelt es sich um eine elektrochemische Metallabscheidung, ähnlich wie in einer Badgalvanik. Allerdings werden bei uns die Bauteile nicht in ein Bad getaucht, sondern das Bad befindet sich in einem saugfähigem Material, dass um eine Elektrode gewickelt wurde. Die Elektrode und das Bauteil werden an eine Gleichstromquelle angeschlossen. Beim Anlegen einer Spannung scheidet sich das Metall von der Umwicklung an der Anode (+ Pol) auf der Kathode (- Pol/Bauteil) ab.
Einsatzbereiche:
Das Tampongalvanisieren ist in vielen Branchenbereichen sinnvoll einsetzbar. Besonders in den Branchen Werkzeugbau, Schwermaschinenbau, Elektrotechnik, Hydraulik, Druckereien und Schiffsbau konnten mit diesem Verfahren große Erfolge erzielt werden. Die Tampongalvanisierung ist eine spezielle galvanische Verfahrenstechnik, deren Einsatz auch die wehrtechnischen Bereiche umfaßt. So erfüllt diese Technik auch die dafür notwendigen Spezifikationen u.A. wie MIL-STD-865 für die allgemeine Wehrtechnik und die AMS2451 für die Luftfahrt. Die Technik ist aufgrund der festgelegten Arbeitsfolgen einfach nachvollziehbar und nach entsprechender Einarbeitung leicht auszuführen. Ein Vorteil dieser Verfahrenstechnik besteht darin, dass vieles im eingebautem Zustand beschichtet werden kann. Dies bedeutet i.d.R. geringere Standzeiten und kaum Demontagekosten.
Unser Verfahren wird eingsetzt:
- Korrosionsschutz
- Verbesserte Verschleißfestigkeit
- Verbesserte Lötbarkeit oder Löteigenschaften
- Verringern von elektrischen Übergangswiderständen
- Schutz gegen elektrochemische Reaktionen
- Nutzung als Lagermetall
Die Vorteile des Tampongalvanisierens:
- Kann vor Ort durchgeführt werden
- Einfach durchzuführen
- Schnelle Beschichtung auf kleinen bis mittleren Flächen
- Komponenten können in eingebautem Zustand beschichtet werden
- Minnimierung der erforderlichen Abdeckung
- Teile, die für eine Badbeschichtung zu groß sind, können bearbeitet werden
- Verringerung von Maschinenstillstand und Produktionsausfall
- Beschichtung bis zur erforderlichen Stärke
- Minimierung der Wasserstoffversprödung bei der Verwendung der entsprechenden Chemikalien
 | Von einer Gleichstromquelle wird das Kathodenkabel (schwarz) an die Drehvorrichtung geklemmt. Das Anodenkabel (rot) wird von dem Gleichrichter an den Anodenhalter angeschlossen. Mittels Kreislaufpumpe wird der Elektrolyt durch den Schlauch (grün) von dem Elektrolytbehälter durch die Anode, über das zu beschichtende Teil in den Elektrolytbehälter zurückgepumpt. Die notwendige Anodenbewegung wird von einer Drehvorrichtung durch eine entsprechende Umdrehungsgeschwindigkeit vorgenommen. |
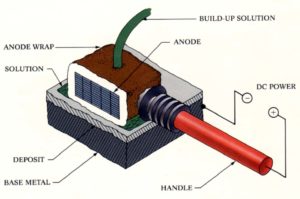 | Dieses Schema zeigt anschaulich die Anodenanordnung beim Arbeitsprozeß, bei dem die Elektrolytzufuhr ebenfalls im Kreislauf durchgeführt wird. Der Anodenhalter ist anodisch (+), das Werkstück kathodisch (-) geschaltet. Der Elektrolyt (grün) wird durch den Schlauch zur Anode gepumpt und über das zu beschichtende Werkstück in den Elektrolytbehälter zurückgeführt. Die Anode ist mit einer saugfähigen Baumwollwatte (weiß) umhüllt und mit einem braunen Scotch Brite überzogen. Beim Galvanisierungsprozeß muss die Anode mit einer bestimmten Anodengeschwindigkeit von Hand bewegt werden. |